






Naš stroj za izdelavo valovitih cevi z dvojno steno se lahko uporablja za različne namene.Lahko izdeluje valovite cevi z eno steno, valovite cevi z dvojno steno, perforirane valovite cevi z dvojno steno, tunelske slepe cevi proti kristalizaciji vode, kanale za svež zrak za notranjo dekoracijo in bambusove cevi.Kalup lahko spremenimo.Čisto v redu
Kanal za svež zrak, PE posebna valovita cev za menjavo zraka, vetrna škatla, prezračevalna cev, nosilna prezračevalna cev
Sistem svežega zraka Valovita cev 75/110PE cev dvojna stena Plastična cev Kanal svežega zraka Klimatska naprava Prezračevalna cev
Sistem svežega zraka dvoslojna valovita cev kanal svežega zraka PE cev 75, 110, 160

PE cev 75 zračni kanal izpušna cev PE cev sistem svežega zraka dvojna stenska valovita cev
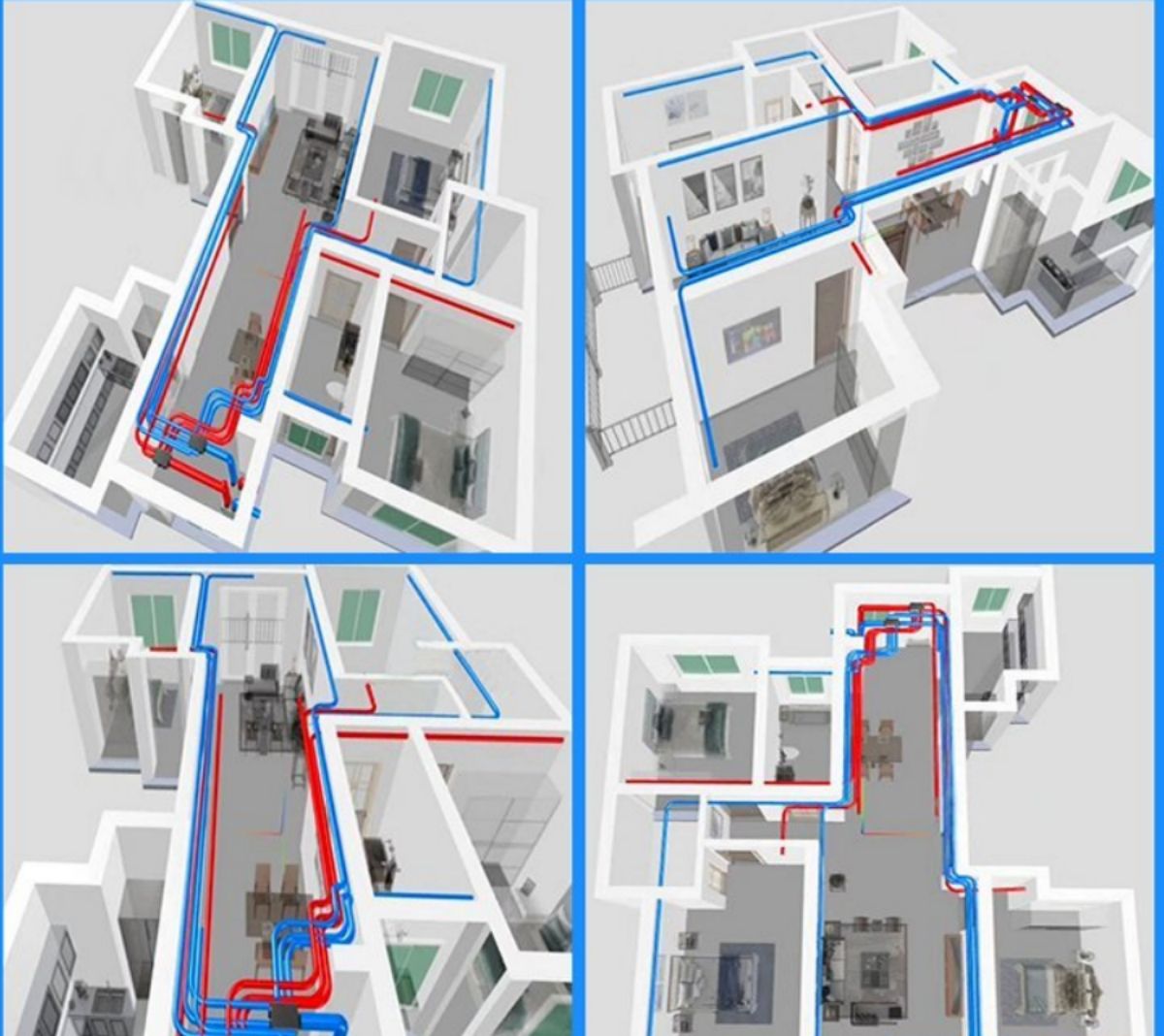
Sistem svežega zraka temelji na uporabi posebne opreme na eni strani zaprtega prostora, ki pošilja svež zrak v prostor in ga nato odvaja navzven skozi posebno opremo na drugi strani.V zaprtih prostorih bo oblikovano "polje svežega zraka/pretoka", ki bo zadostilo potrebam po svežem zraku v zaprtih prostorih.Izvedbeni načrt je uporaba ventilatorjev z visokim pritiskom vetra in velikim pretokom, zanašanje na stroje za dovod zraka z ene strani v prostor in uporaba posebej zasnovanega izpušnega ventilatorja za izpust zraka na zunanjo stran z druge strani, da se prisili nastanek polje svežega zraka/pretoka v sistemu.Pri dovajanju zraka se zrak, ki vstopa v prostor, filtrira, oksigenira in predgreje (pozimi).

Nova oprema zračnih kanalov je sestavljena iz: nosilca zunanje stene + nosilca notranje stene + glave stroja + kalupa + stroja za oblikovanje + stroja za navijanje
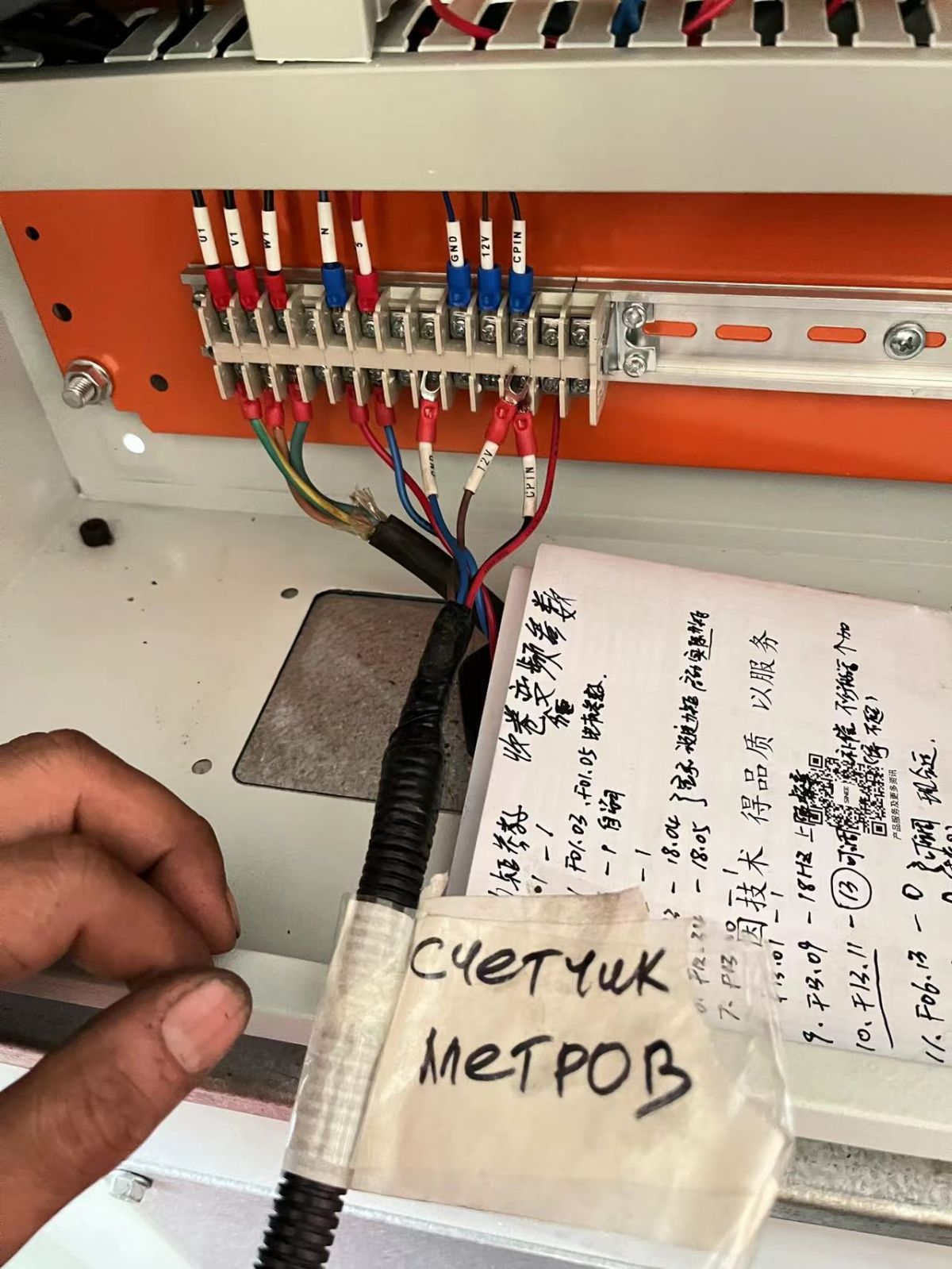
Priporočljivo je, da stranke izvedejo splošno ozemljitev in zgradijo 6-metrsko bakreno žico za povezavo vseh strojev in njihovo ozemljitev hkrati.Stroj za oblikovanje in stroj za navijanje sta vsi 380V.Skupna inštalirana moč je 65 kilovatov, dejanska proizvodnja pa 25 kilovatov (25 kilovatnih ur).
Priporočljivo je, da je razdalja med oblikovalnim strojem in navijalnim strojem 6 metrov
Razdalja od nosilca zunanje stene do stroja za oblikovanje je 825 mm, razdalja od nosilca notranje stene do stroja za oblikovanje je 785 mm.
Ko smo prišli do enostenske valovite cevi, smo pravkar izklopili ekstruder z notranjo steno.
Dodate lahko tudi podajalnik za jekleno žico, da naredite valovito cev za električno napeljavo.Luknjo za železno žico je treba izvrtati v kalup.Premer železne žice ne sme presegati 1,0 mm.Tudi uporabljeni vodni plašč je treba spremeniti v votlega dvoslojnega.


Ekstruder se segreje na 200-220 stopinj 1,5-2 ure, odvisno od stopnje materiala.Štiri in pet področij glave stroja so rezervna območja.Ko temperatura doseže temperaturo, ko gostiteljski kalup in oblikovalni stroj najdeta ravnotežje, je nivo okvirja obdelovalnega stroja. Da se prepričate, da je natančen, postavite nivo na kalup, da ga izravnate.Po izravnavi ne pozabite priviti 12 vijakov na levi in desni strani kalupa.Če ni poravnan, material ne bo prišel ven in glava stroja se bo drgnila ob kalup.Na stroju za oblikovanje so nameščeni nastavitveni vijaki navzgor, navzdol, levo in desno.
Pri izravnavi morate paziti, da je najbolj natančno, da po predgretju potisnete malo materiala in nato poiščete ravnotežje.
Prilagodite upogib zunanje stene in nato uporabite krog velikih vijakov na grelnem traku na glavi stroja.Katera stran zunanje stene je debelejša, katera bolj napeta in katera bolj ohlapna;prilagodite upogib notranje stene, nato pa so na matrici 4 majhni vijaki, katera stran Katera stran je tanjša?Notranja in zunanja stena sta nasproti.

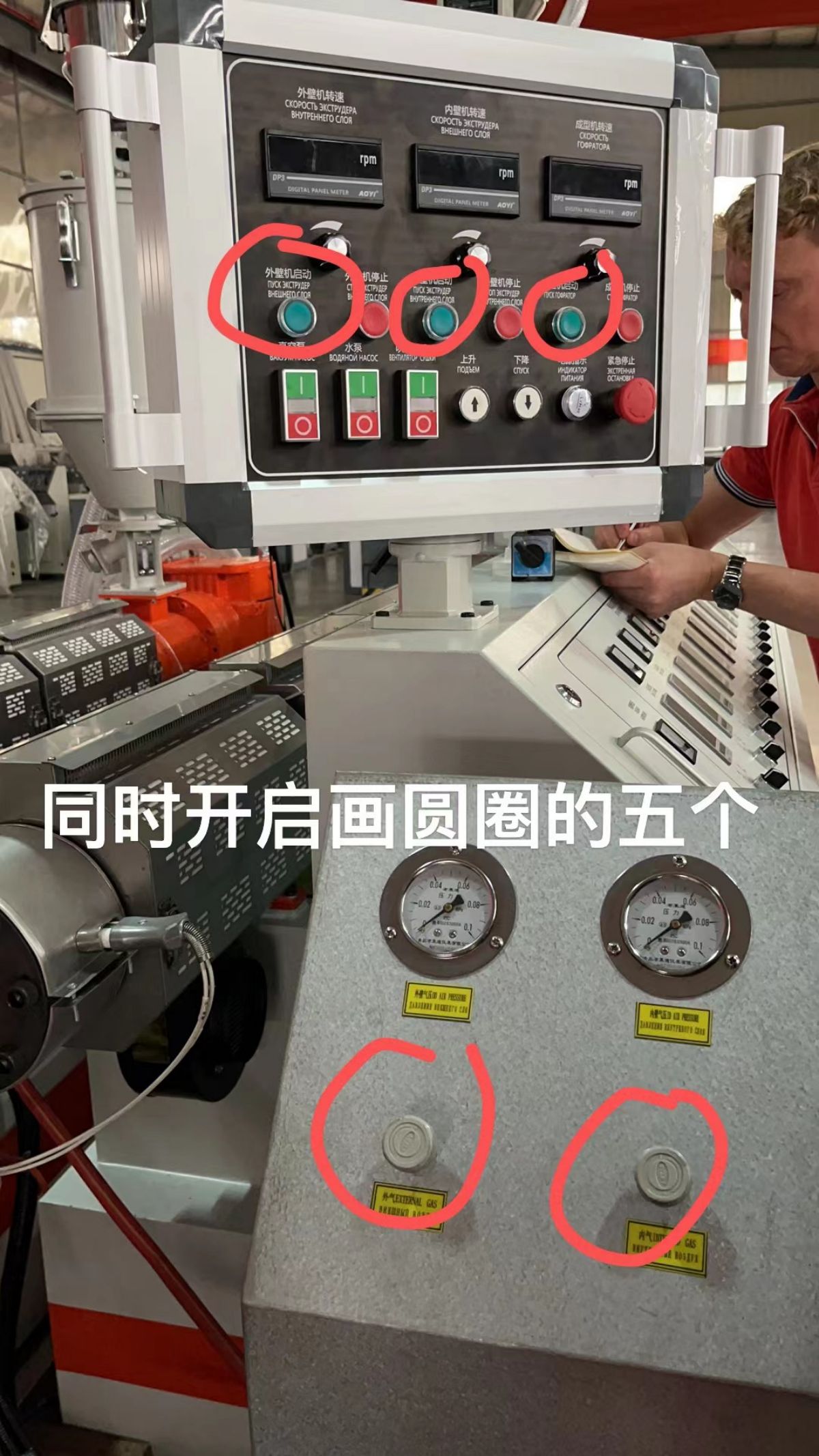
Zaženite tri zelene gumbe (zunanja stena, notranja stena in stroj za oblikovanje na konzolni škatli).Hitrost stroja za zunanjo steno se začne pri 272 - normalno delovanje je 290 RPM, hitrost stroja za notranjo steno je 265 - normalno delovanje je 214 RPM, hitrost stroja za vlivanje je 614 RPM, hitrost stroja za vlivanje pa se pospeši med naslednjo proizvodnjo.704RPM, gostiteljski tok kaže 16A, zaradi česar je debelina stene tanjša.Notranja stena pri izdelavi novega zračnega kanala ne sme biti predebela, sicer notranja stena ne bo imela dobre krivine.

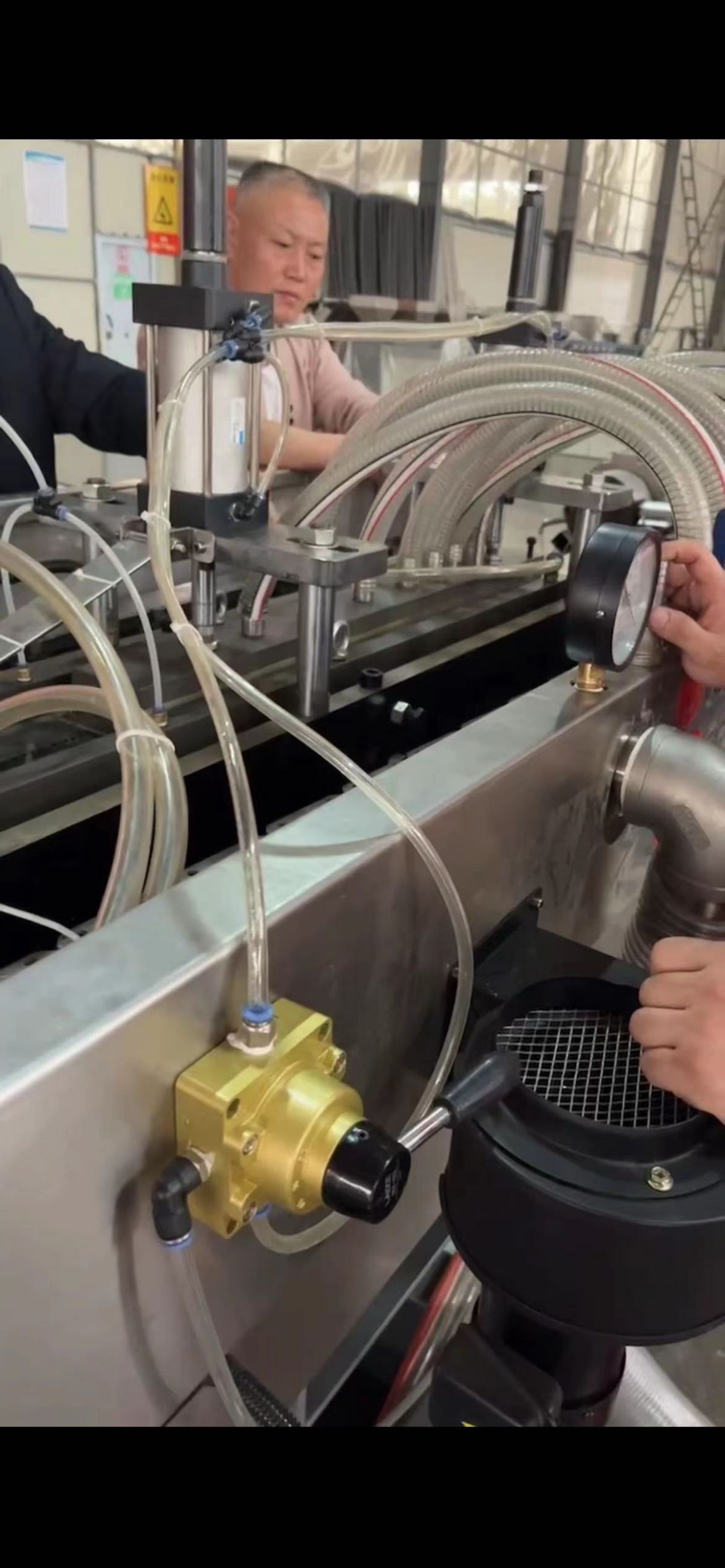
Pri hkratnem vklopu zračnega tlaka na notranji in zunanji steni je priporočljivo, da je notranji tlak med 0,02-0,04, zunanji tlak pa je podoben.Poiščite točko ravnotežja.Cev zračne črpalke mora biti debelejša, da se zagotovi stabilen zračni tlak.Notranji in zunanji manometer morata biti stabilen in ne smeta nihati., sicer bo vplivalo na greben vala.Ko je zunanja stena tanka, vakuumskega sistema ni treba uporabiti.
15kW zračni kompresor lahko napaja 4 linije.Priporočljivo je, da uporabite zračno cev s premerom 40 mm, 0,5-0,6 MPA.Tlak v notranji steni je večji od tlaka v zunanji steni, notranji zrak pa je večji od zunanjega zraka, ker je na notranji steni kot R.Ob zagonu preverite delovni tok.Pretvornik je vklopljen in prikazan je tok, 50 % 7042 in 50 % 5502, notranja stena je 5 kg, zunanja stena je 12 kg, zunanja stena pa je 2- do 3-krat večja od notranje stene.
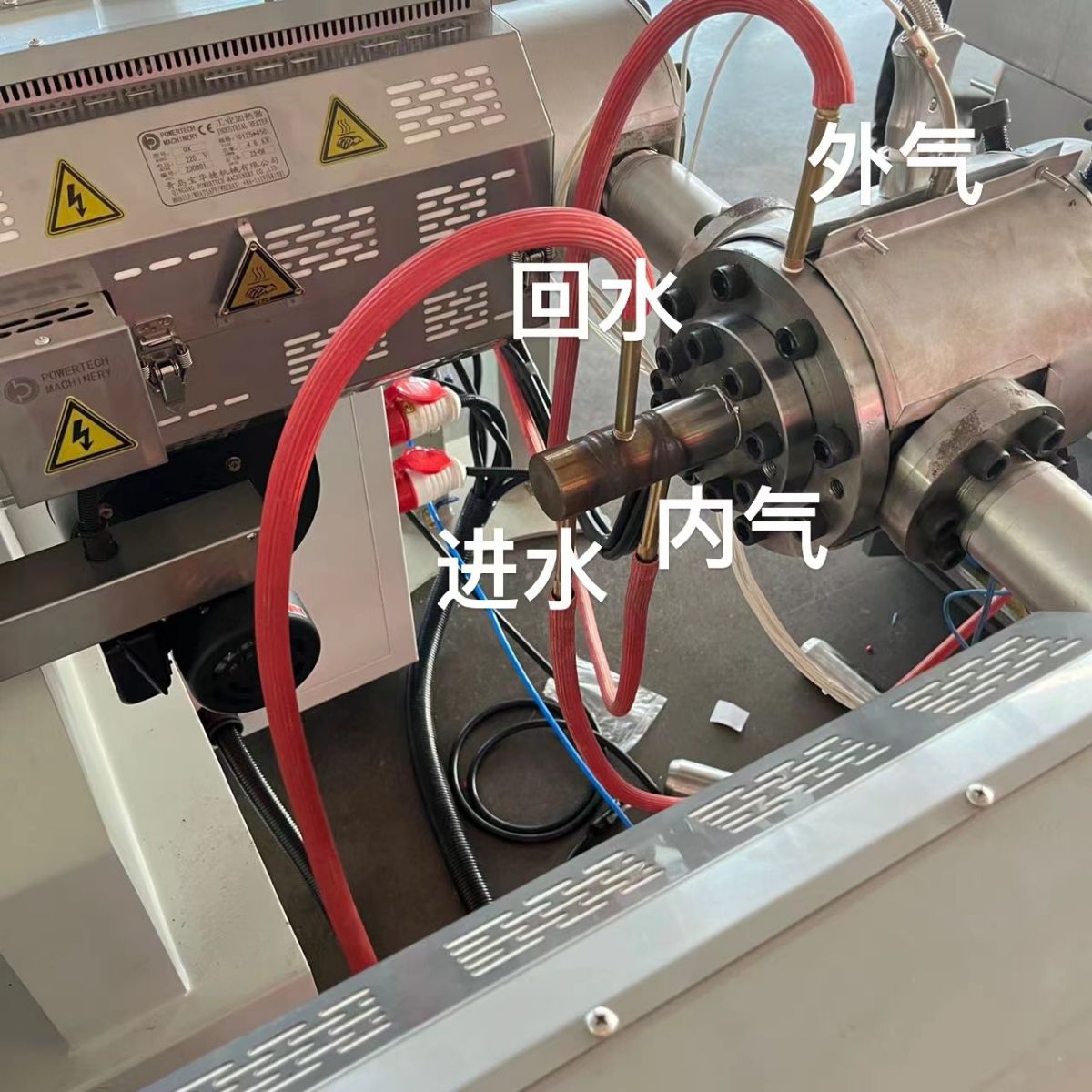
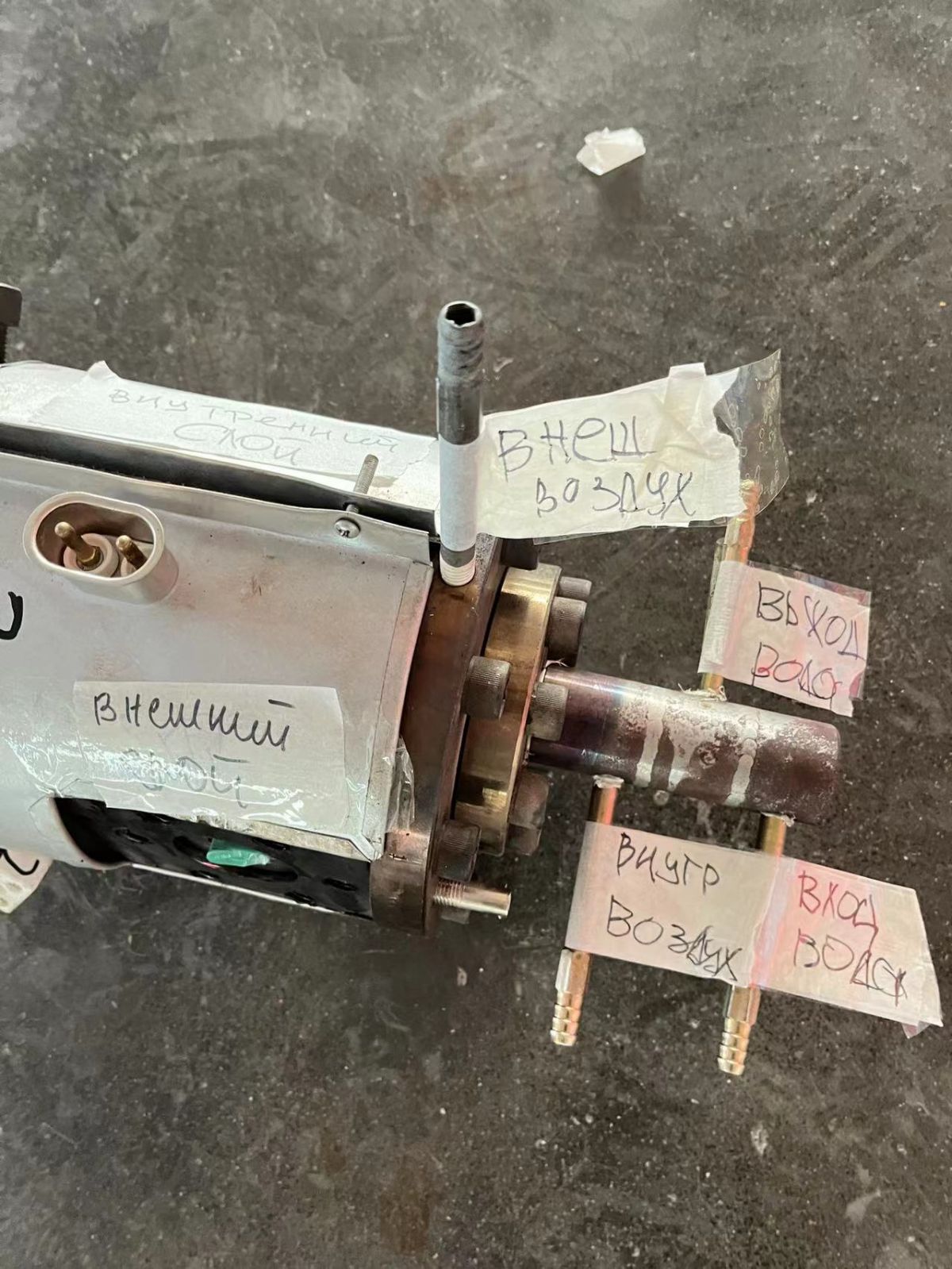
Od leve proti desni na palici jedra kalupa na ustju kalupa so zunanji zrak, zunanja stena, notranji zrak in notranja stena.
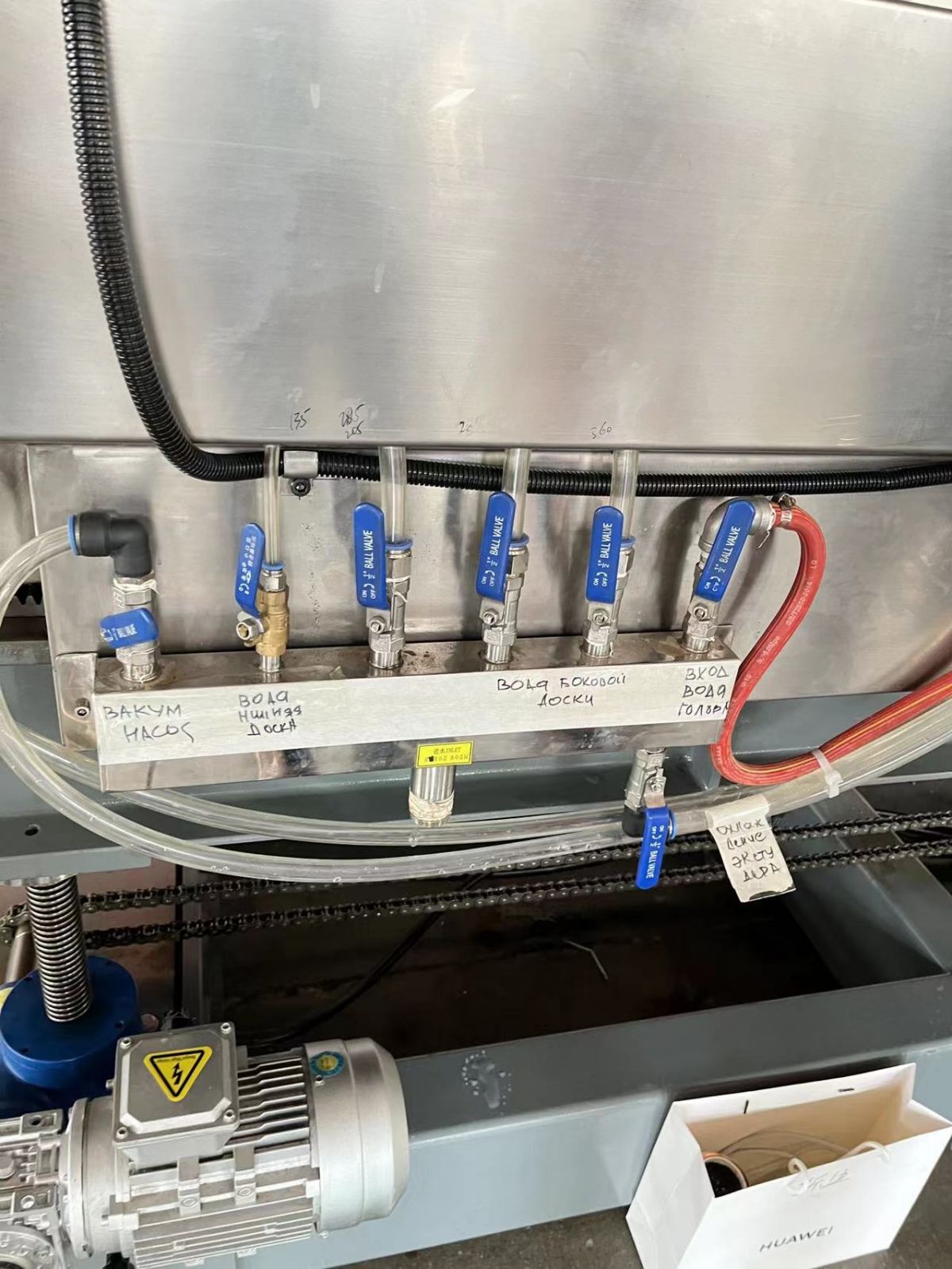
Odprite različne vodne kanale stroja za oblikovanje
Vakuumski merilnik na stroju za vlivanje je okoli 0,08.Takoj desno je razbremenilni ventil vakuumskega merilnika.

Če je zeleni tesnilni obroč vodnega plašča zlomljen, bo puščal.Pogosto ga preverjajte in zamenjajte.
Po zasuku vodnega plašča pravočasno odprite ventil vodnega plašča na skrajni desni strani stroja za oblikovanje, z odprto smerjo navzgor in navzdol, da preprečite, da bi O-tesnilo vodnega plašča opeklo toplota iz glave stroja. .
Pri nameščanju vodnega plašča ga zategnite in obrnite nekoliko nazaj.Namen je omogočiti, da se vodni jopič naravno poravna gor, dol, levo in desno.Ko se stroj za oblikovanje približa vodnemu plašču, držite vodni plašč dvignjen.
Matrica na zunanji steni mora biti poravnana s položajem stiskalnega valja z razdaljo 345 mm (kot je prikazano na sliki)

Pri izdelavi rezervoarja za vodo morate imeti filter in uporabljati čisto vodo.Voda z vodnim kamnom blokira vodni plašč in vodno črpalko.


Koraki za zaustavitev:
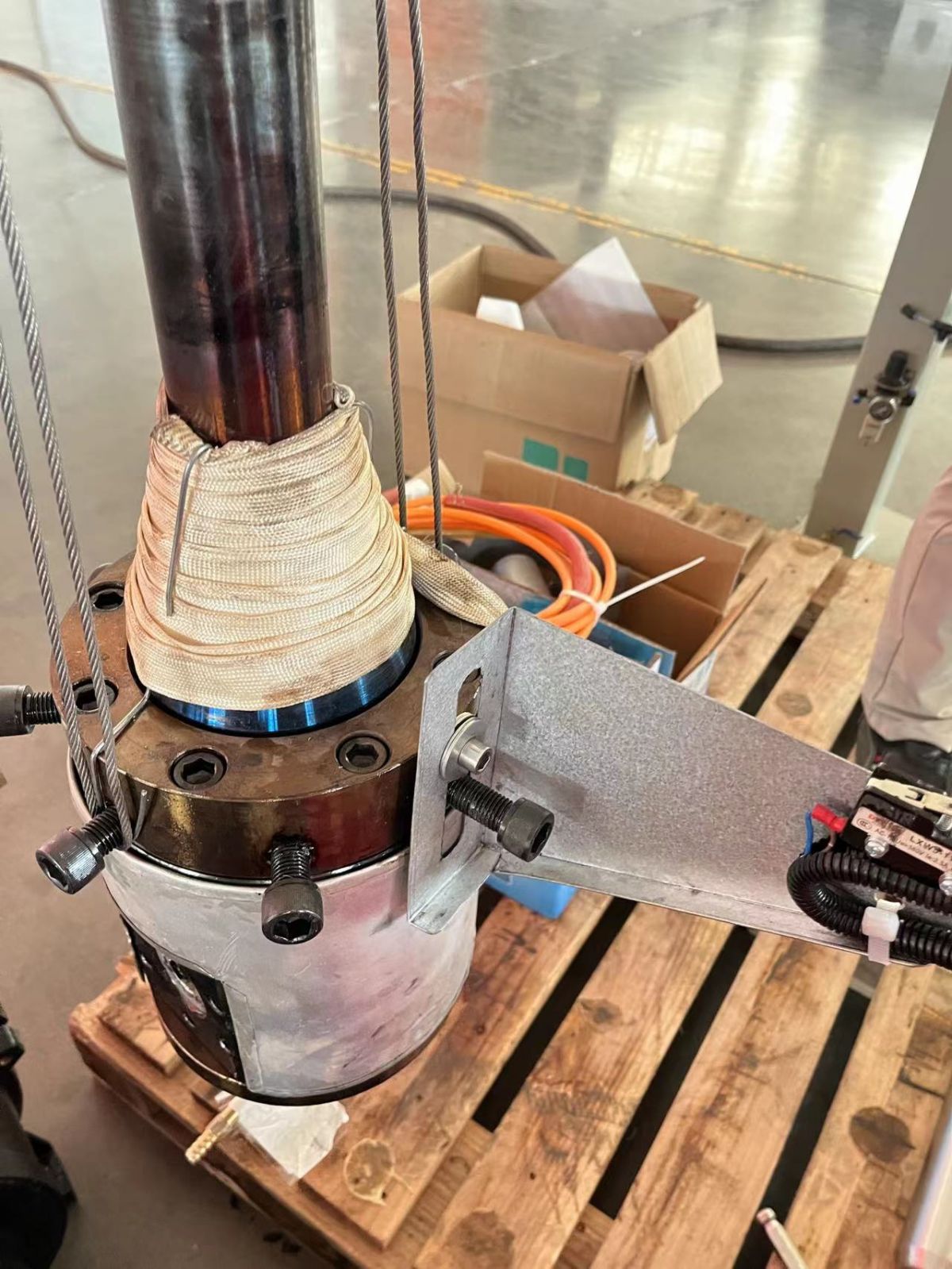
Najprej ustavite glavni stroj, glavne stroje za zunanjo in notranjo steno, počakajte, da material pride ven, nato ustavite stroj za oblikovanje in takoj odstranite vodni plašč.Vodni plašč je hladen in ga je mogoče vrteti neposredno z roko, nato pa zapreti glavni gumb električne omarice (vodoravno vodoravno).Napajanje je izklopljeno v smeri levo in desno, napajanje pa je vklopljeno v smeri navzgor in navzdol).Preden naslednjič zaženete stroj, se prepričajte, da najprej ponovno segrejete trn matrice glave stroja, sicer se bo material v notranjosti strdil.Če se ne segreje, zlahka poči.
Vakuumsko črpalko lahko uporabite za hladilnik, vendar vodna črpalka ni potrebna.Samo rezerviran je.
Priporočljivo je, da stranke izvedejo splošno ozemljitev in zgradijo 6-metrsko bakreno žico za povezavo vseh strojev in njihovo ozemljitev hkrati.Stroj za oblikovanje in stroj za navijanje sta vsi 380V.Skupna inštalirana moč je 65 kilovatov, dejanska proizvodnja pa 25 kilovatov (25 kilovatnih ur).
Pri menjavi kalupa, gumb za dviganje, tlačna plošča 70KG

Čas objave: 16. oktober 2023